 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик

Paskambinkite mums
+86-020-32636908
El. paštu
lcx@igreenchem.com

Produktai






Vandeninis epoksidinis izoliacinis lakas
Vandeninis epoksidinis izoliacinis lakas FS7100 sudarytas iš epoksidinės dervos, specialios kietėjimo medžiagos, vandens ir kt. Tai vienkomponentė vandens pagrindu pagaminta epoksidinė izoliacinė sistema, pasižyminti išskirtinėmis sąnaudų efektyvumo savybėmis, paprasta naudoti, lengva priežiūra, nulinė tarša ir aplinkos apsauga. draugiškumas.
Siųsti užklausą
Prekės aprašymas
Vandeninis epoksidinis izoliacinis lakas
Prekės aprašymas
Vandeninis epoksidinis izoliacinis lakas FS7100 sudarytas iš epoksidinės dervos, specialios kietėjimo medžiagos, vandens ir kt. Tai vienkomponentė vandens pagrindu pagaminta epoksidinė izoliacinė sistema, pasižyminti išskirtinėmis sąnaudų efektyvumo savybėmis, paprasta naudoti, lengva priežiūra, nulinė tarša ir aplinkos apsauga. draugiškumas.
funkcijos
â— Itin mažo LOJ vandens pagrindo epoksidinis izoliacinis lakas
– Be tirpiklių
â— Netoksiškas ir silpnas kvapas, purslus lengva nuvalyti vandeniu
- Puikus elektrinis našumas ir sukibimo stiprumas
Programos
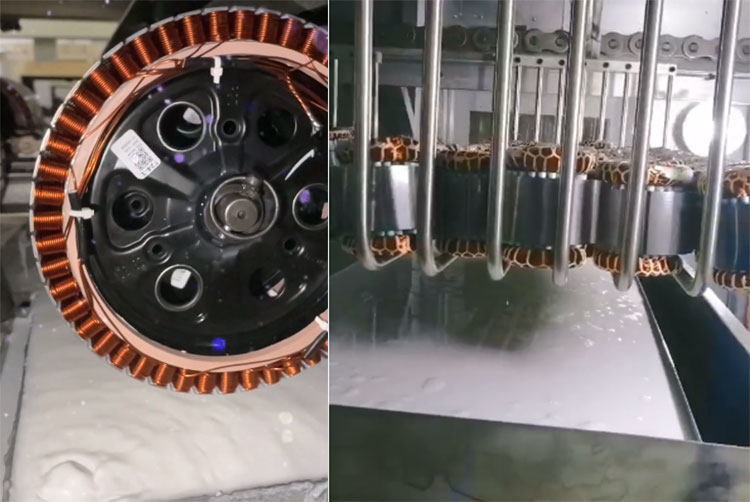
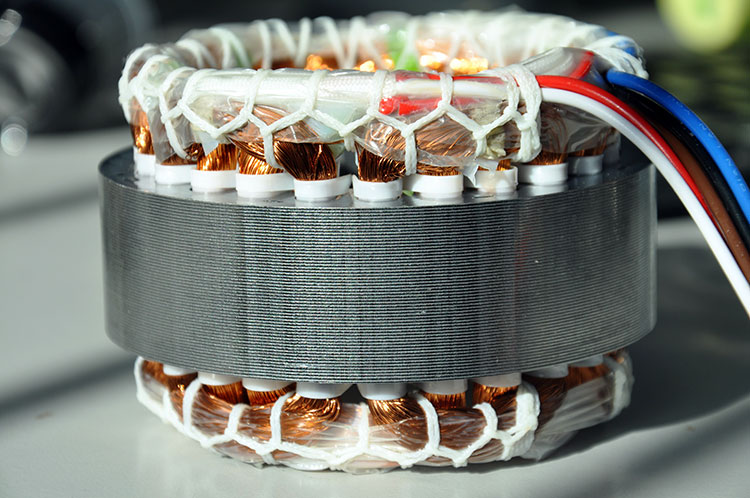
Tinka apvijų ritėms, tokioms kaip variklis ir transformatorius, izoliuoti. Rekomenduojami procesai yra panardinimas ir vakuuminis panardinimas.


Tipinės savybės
|
Prekė |
Bandymo būklė |
Vienetas |
Vertė |
Nuoroda |
|
Išvaizda |
-- |
- |
baltas losjonas |
GB/T 1981.2-2009 |
|
Klampumas |
Dažai #4 puodeliai 23±2℃ |
S |
20-30 |
|
|
Kietėjimas storu sluoksniu |
125℃±2℃×180min |
- |
S1U1I3 |
|
|
Sukibimas |
-- |
|
0 |
GB/T 1981.1-2007 |
|
Tūrio varža |
Įprasta (23–2–24 val.) |
Ω·m |
‰¥ 1,0 × 1011 |
GB/T 1981.2-2009 |
|
Mirkymas (23–24 val.) |
‰¥ 1,0 × 108 |
|||
|
Elektrinis stiprumas |
Normalus (23℃±2℃) |
MV/m |
100 ¥ |
|
|
Ryšio stiprumas |
N (sraigtinės ritės metodas) |
N |
‰ ¥ 150 |
GB/T 11028-1999 |
Apdorojimas
â— Reikalavimai ruošiniams: sausas, švarus ir neužterštas
â— Impregnavimo procesas: vienkartinis panardinimas arba nuolatinis 1-5 min
– Lašinami dažai: lašinami tol, kol ant ruošinio neliks dažų rutuliukų
â— Džiūvimo sąlygos: 120-130℃2-3 valandas (atsižvelgiant į variklio storį ir dydį, džiovinimo laikas gali būti atitinkamai pratęstas)
Atsargumo priemonės
- Naudokite nerūdijančio plieno dažų laikymo bakus, dažų panardinimo bakus ir vamzdžius, kad išvengtumėte vandens dėmių ir rūdžių.
â— Panardinimo metu ruošinys neturi patekti į panardinimo baką esant aukštai temperatūrai, ruošinio vidinė temperatūra turi būti atvėsinta iki kambario temperatūros. O dažų temperatūra panardinimo bake neturi viršyti 40°C, aukšta temperatūra gali lengvai nulupti emulsiją.
â— Venkite į panardinamąjį baką maišyti aliejinių, rūgščių ir kitų medžiagų, nes tai turės įtakos vandens pagrindo dažų stabilumui ir netgi sukels demulsifikaciją.
– Kietėjimo metu atkreipkite dėmesį į orkaitės temperatūros ir laiko kontrolę. Jei rekomenduojama orkaitės temperatūra ir laikas neatitinka džiovinimo reikalavimų, tai galima išspręsti padidinus orkaitės temperatūrą arba pailginus orkaitės laiką.
â— Oro išleidimo anga iš orkaitės turi būti neuždengta, kad būtų lengviau išgaruoti ir išleisti vandens garus, kad nebūtų paveikta izoliacijos dažų kietėjimo greičio.
Paketas
1000kg/IBC bakas,20kg/būgnelis
Hot Tags: Vandeninis epoksidinis izoliacinis lakas, gamintojai, tiekėjai, didmeninė prekyba, pirkimas, sandėlyje, pritaikytas, masinis, nemokamas pavyzdys, Kinija, pigu, nuolaida, žema kaina, kaina, kainoraštis, citata, kokybė, pažangi, gamykla
Siųsti užklausą
Nedvejodami pateikite savo užklausą žemiau esančioje formoje. Mes jums atsakysime per 24 valandas.





X
Naudojame slapukus siekdami pasiūlyti geresnę naršymo patirtį, analizuoti svetainės srautą ir suasmeninti turinį. Naudodamiesi šia svetaine sutinkate su mūsų slapukų naudojimu.
Privatumo politika
Programos
 Kokie yra „Mercaptan“ pagrindu pagamintų kietiklių pranašumai?2023/11/13
Kokie yra „Mercaptan“ pagrindu pagamintų kietiklių pranašumai?2023/11/13Šie kietikliai padeda išgydyti epoksidines dervas ir teikia daugybę pranašumų bei pranašumų pramoninėms reikmėms.
